How Does Large-Scale CNC Machining Handle Complex Component Production?
Posted on: 29/06/2026 Read time: 9 minutes
Large-scale CNC machining is not simply conventional CNC applied to a bigger component. Producing oversized parts to tight tolerances introduces a distinct set of engineering challenges — including workpiece deflection, thermal expansion during extended machining cycles, complex fixturing, and large-scale quality verification — that standard processes cannot address.
Understanding what large-scale CNC production actually involves is the most useful first step for any engineer evaluating whether a supplier can genuinely handle their application.
Leussink Engineering has been producing large and complex components for Australian heavy industry for over 40 years, operating from our facility in the Illawarra region of New South Wales. This guide covers the real engineering challenges of large-part machining, what genuine capability looks like, and what to assess when shortlisting a supplier.
What is Large-Scale CNC Machining?
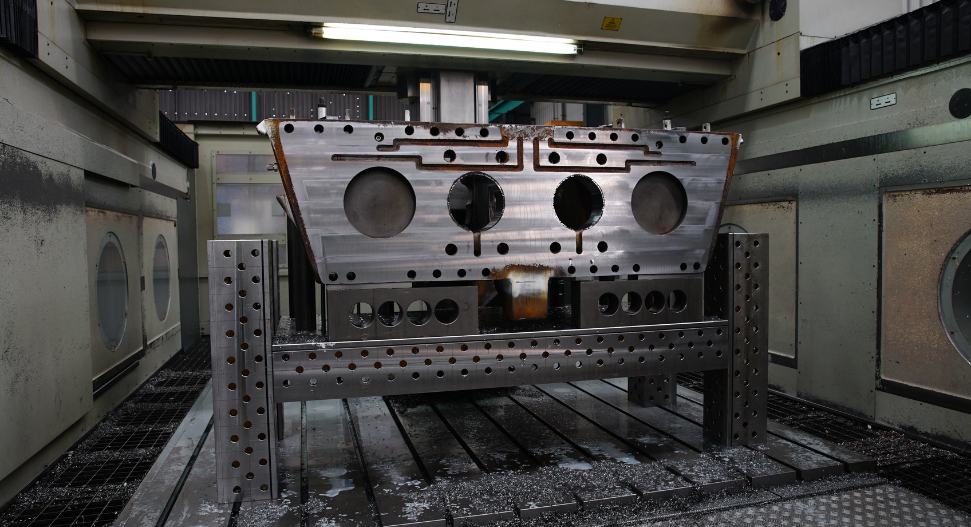
Large-scale CNC machining is the computer-controlled, precision machining of oversized components that exceed standard machine capacity, typically over one metre in size or requiring specialised fixturing, extended travel ranges, and high-torque machining systems.
Unlike standard CNC machining, large-part CNC machining introduces distinct physical behaviours. Cutting forces act across larger masses, thermal effects accumulate over long machining cycles, and maintaining tolerances across multi-metre surfaces requires advanced toolpath planning, in-process measurement, and process control.
In Australian heavy industry, demand for large-format CNC machining continues to grow, driven by ageing plant equipment, bespoke replacement components, and infrastructure-scale projects.
Leussink’s facility is equipped with large CNC lathes engineered specifically for heavy industry work, providing the machine envelope, spindle torque, and precision required for machining large components to specification.
What Are The Engineering Challenges of CNC Machining Large Parts?
A primary challenge in heavy component machining is not the machine, but the process — engineering decisions made before a single cut begins, and the judgement applied throughout a machining cycle that may span many hours.
Four engineering challenges consistently determine whether machining large parts succeeds or fails:
- Workpiece rigidity and deflection
- Tolerance maintenance across large surfaces
- Fixturing of heavy and complex geometry
- Thermal expansion during extended cutting.
Each requires a specific process design. None is resolved simply by using a larger machine.
Workpiece Rigidity and Deflection
Large components deflect under cutting forces in ways smaller parts do not. Unsupported spans and heavy geometries introduce slight movement during machining, creating dimensional error that can compound across long cuts or complex features.
Managing deflection requires careful control of support placement, cutting parameters, and operation sequencing. Without this, a component may appear compliant during machining but distort once released from fixturing — a costly and avoidable failure.
Maintaining Tolerances Across Large Surfaces
Precision CNC machining of large components demands tolerance control across surfaces that may span several metres — a fundamentally different challenge from maintaining tight tolerances on a compact, rigid workpiece. Tolerance drift typically results from three factors: thermal expansion, accumulated positioning error across long machine travel, and system vibration.
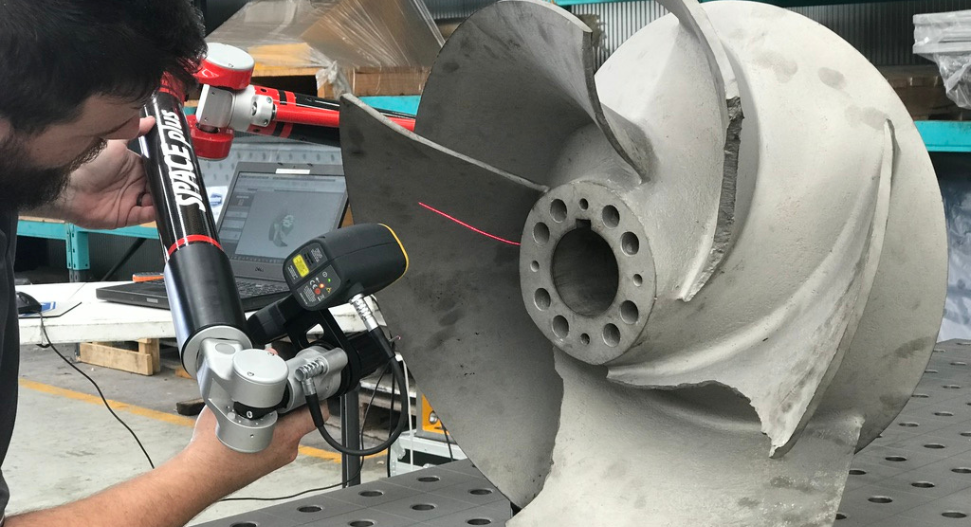
The solution is disciplined in-process measurement — verifying critical dimensions during machining, not just at completion. This requires metrology equipment suited to large-format work, experienced operators, and the ability to act on measurement data before deviations become critical.
Fixturing Large and Heavy Components
CNC fixturing large parts is one of the most demanding aspects of large-scale machining. Fixtures must hold the component securely against cutting forces while avoiding distortion, maintaining datum references, and allowing full tool access.
Standard workholding solutions are rarely suitable. Most large components require custom-designed fixtures tailored to geometry, material, and machining sequence. Inadequate fixturing remains one of the most common — and least visible — causes of failure in large-scale CNC machining.
Thermal Expansion During Machining
Heat generated during cutting — by the tool, the workpiece, and cutting fluids — causes components to expand dimensionally during machining. On small components, this effect is negligible. On a component spanning several metres, thermal expansion can shift critical dimensions by amounts that matter to the specification.
Managing this requires controlled cutting strategies, effective coolant application, and careful sequencing of operations — particularly for thermally sensitive features. This level of process control is a clear indicator of genuine large-part machining experience.
Working with a component that presents challenges like these? Leussink’s engineers are happy to discuss the approach before you commit to anything.

Large-Format CNC Machines — What Capability Actually Means
When a supplier lists large-format CNC machines as part of their capability, machine size alone is not enough. True capability depends on the combination of machine envelope, spindle torque, control system precision, handling infrastructure, and operator experience.
The key aspects to evaluate when assessing large CNC machines for a specific application are:
- Swing and bed length. On a large CNC lathe, swing determines the maximum component diameter, and bed length determines the maximum component length. Both are hard constraints — a component exceeding either cannot be produced on that machine, regardless of other specifications.
- Spindle torque at low speed. Large components in hard materials demand high torque at low rotational speeds. A machine with an inadequate torque curve for the material and geometry will underperform regardless of its travel range.
- Control system precision. Modern CNC control systems vary significantly in interpolation accuracy and thermal compensation capability. For precision CNC machining of large components, control system quality directly influences achievable tolerances across extended travel distances.
- Handling infrastructure. Large CNC machines require overhead cranes, heavy-duty forklifts, and floor loading capacity sufficient to support component weight safely during loading and unloading. A facility without appropriate handling infrastructure cannot safely or efficiently machine heavy components regardless of machine specification.

The Case for Machining Large Components as a Single Piece
One of the most significant — and most underappreciated — arguments for investing in genuine large-part CNC machining capability is the ability to produce components as single pieces rather than multi-part assemblies.
When a component exceeds a supplier’s machine capacity, the conventional workaround is to produce it in sections and join them through welding, bolting, or mechanical fastening. This approach is practical in many situations. In structurally critical, precision, or high-cycle applications, it introduces engineering compromises that carry real commercial consequences.
- Alignment tolerance accumulation. Each joint in a multi-part assembly introduces additional alignment errors. While a single CNC-machined component can maintain micron-level precision, a multi-piece assembly compounds tolerances at every join. In applications requiring precise positional relationships, this directly impacts performance.
- Joint integrity under load. The joint between sections is almost always the weakest point in the structure. Under cyclic mechanical load, thermal cycling, or impact — conditions that are standard in Australian mining and steel processing environments — joints fail before base material. Oversized machining components produced as single pieces eliminate this failure mode.
- Dimensional stability over time. Welded assemblies can relieve residual stress progressively after installation, shifting dimensions in service. A single machined component has no equivalent mechanism for post-installation dimensional change — what is verified at the machine is what remains in service.
For Australian mining and steel industry applications — where components operate under continuous mechanical load, replacement windows are narrow, and logistics costs make premature failure expensive — the lifecycle advantage of machining large parts as a single piece is a direct commercial consideration. Fewer joints means fewer failure points, longer service intervals, and a lower total cost of ownership over the component’s working life.
CNC Capabilities for Large Parts — What to Assess in a Supplier
Evaluating CNC capabilities for large parts requires looking beyond machine specifications. The following criteria distinguish suppliers with genuine large-part machining capability from those who can accommodate larger components only on the margins of their existing equipment.
- Demonstrated experience at the relevant scale. Ask for examples of components comparable in size, material, and complexity to your application. A supplier experienced in CNC large-part machining will describe specific engineering challenges and solutions from prior work — not simply reference machine specifications. The ability to discuss what went wrong on a previous large-part job, and how it was resolved, is a stronger credibility signal than an unqualified capability claim.
- In-house fixturing design. Suppliers who design and build custom fixtures internally have a fundamentally different capability to those relying on standard workholding solutions. For large, heavy, or geometrically complex components, in-house fixturing capability is frequently the difference between a job that can be done and one that cannot.
- Metrology suited to scale. Large-scale CNC machining requires quality verification processes that align with the work’s dimensions. Confirm that the supplier’s metrology capability extends to large-format components — coordinate measurement, in-process gauging, and surface verification at scale — not just bench-level inspection equipment suited to smaller parts.
- Integrated engineering support. Suppliers who provide design review, reverse engineering of failed or obsolete components, and post-delivery support offer a materially different service to pure machining shops. For complex or safety-critical components, the engineering capability around the machine is as important as the machine itself.
- On-site machining capability. For components too large or structurally integrated to transport, on-site machining is a practical necessity, not an optional service. Confirm whether a supplier can genuinely support your application if the component cannot leave the site.
Leussink delivers large-scale CNC machining across Australia, supporting both workshop-based and on-site applications. Our engineering team manages the full process — from fixturing and machining through to verification and ongoing support.
If you have a large component requirement you’d like to discuss, our engineers are available — no commitment required.
When to Opt for On-Site Machining
Some oversized machining components cannot be transported due to size, integration within an existing plant, or logistical constraints. In these cases, on-site machining is not optional — it is the only practical solution.
This is a common requirement across Australian heavy industry, particularly in mining and fixed-plant operations, where removing large components is costly or impractical.
Leussink’s portable metrology and on-site machining capability address this directly. Where a component cannot be brought to our Illawarra facility, our engineering team can bring the capability to the component — assessing the work required on site, designing and executing the machining approach, and verifying the result against specification before leaving.
For operators managing large fixed-plant equipment or remote-site assets, confirming on-site capability — before shortlisting — is a straightforward way to eliminate suppliers who cannot actually support the application.
Frequently Asked Questions
What Qualifies as a Large-Scale CNC Machining Project?
How is Quality Verified When CNC Machining Large Parts?
What Materials Can Be Used in Large-Part Machining?
Who Offers Large-Scale CNC Machining in Australia?
Other News

Why End-to-End Engineering Wins for Industrial Facilities
End-to-end engineering means working with one engineering partner across every...
End-to-end engineering means working...

CNC Machining vs Manual Machining for Heavy Industry: When Each Method Wins
Quick Answer: CNC machining vs manual machining is a project-by-project...
Quick Answer: CNC machining...

Emergency CNC Machining: What Actually Happens When Critical Equipment Fails?
It’s 2am. A bearing on the main drive has...
It’s 2am. A...

7 Australian Foundry Production Problems (And How Engineering Support Solves Them)
Most Australian foundries don't lose performance overnight. They lose it...
Most Australian foundries don't...

What Makes CNC Machining Essential for Heavy Industry Applications in Australia?
When a critical component fails in a mining operation or...
When a critical component...
How Does Large-Scale CNC Machining Handle Complex Component Production?
Large-scale CNC machining is not simply conventional CNC applied to...
Large-scale CNC machining is...

How to Build a Foundry Maintenance and Machining Strategy
Planning effective foundry maintenance machining requires more than scheduling inspections....
Planning effective foundry maintenance...

10 Common Welding System Questions Answered
In fabrication environments where accuracy, repeatability, and efficiency matter, the...
In fabrication environments where...
How to Choose the Right Engineering Partner in Australia: 9 Questions to Ask Before You Commit
Choosing an engineering partner is a high-impact decision. The right...
Choosing an engineering partner...
How to Choose the Right Demmeler Welding Table Fixtures – 7 Key Criteria
Selecting the right welding fixtures isn’t just about holding parts...
Selecting the right welding...